Project Description
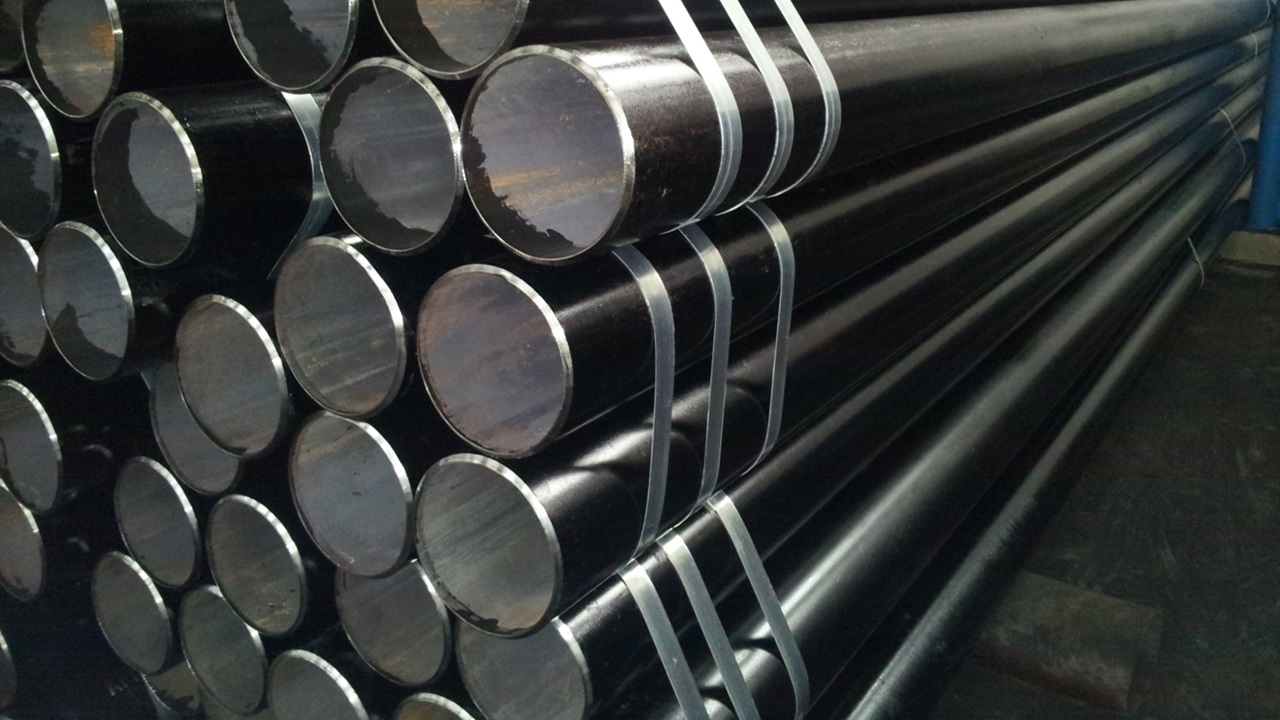
Tehnološki postupak izrade čeličnih bešavnih cijevi sastoji se od tri koraka: izrade šupljeg tijela (čahure), izrade cijevi iz čahure i završne operacije. Najpoznatiji postupak dobivanja šupljeg tijela je tzv. Mannesmannov postupak pomoću para dvostrukih konusnih valjaka koji se rotiraju u istom smjeru. Između tih valjaka propušta se užareni čelični ingot koji, osim rotacijskog, dobija i translatorno (pravolinijsko) gibanje izazvano međusobno kosim položajem valjaka. Zbog ta dva kretanja u sredini ingota dolazi do razdvajanja metala. U nastali otvor ulazi trn, tako da između trna i valjaka dolazi do valjanja stijenke čahure. Ovako obrađene čahure se nakon ponovnog zagrijavanja valjaju u bešavne cijevi, pri čemu se stijenke stanjuju, a cijevi istodobno izdužuju. Postupak se izvodi pomoću kalibriranih valjaka i trna. Razmak između valjaka određuje vanjski promjer cijevi, a promjer trna unutarnji. Završne operacije se sastoje od smanjivanja (reduciranja) cijevi valjanjem, kalibriranja, ravnanja, rezanja i pakovanja.
Bešavne cijevi poznate su i kao „plinske cijevi“, jer su uglavnom predviđene sa protok različitih fluida. Podnose veća opterećenja, imaju bolja mehanička svojstva i visok stepen sigurnosti.
Standardni kvaliteti su: P235TR1 (bešavne čelične cijevi za opštu namjenu) i P235GH (bešavne čelične cijevi za kotlove/sudove pod pritiskom).
![]()